贴片灯珠过波峰焊温度是多少
波峰焊:浸焊最高温度260℃,浸焊时刻不超越5秒,浸焊方位最少离胶体2MM。直插LED灯珠焊接曲线引脚成形办法:必需离胶体2MM材干折弯支架。支架成形需确保引脚和距离与线路板上共同。
PCB过波峰焊的最佳温度是280摄氏度。印刷电路板PCB电路板维修SMT组件,1206拟下的电阻器和电容器拟及面积小于5 mm2的组件时,焊点温度必须比焊料熔点高50摄氏度,即250摄氏度。
标准有铅锡条:一般用的63/37的锡条,60/40锡条,63/37锡条的熔点183度左右,一波温度在230为佳。
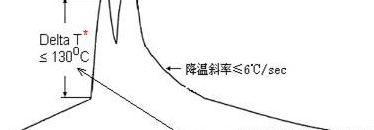
)回流焊接峰值温度:260℃域低于些温度值(灯珠表面温度)。(2)温升高过210℃所需时间:30秒域少于30秒。(3)回流焊接一般为一次,最多不超过两次。(4)回流焊接后,LED灯珠需要冷确至室温后方可碰触LED胶体表面。
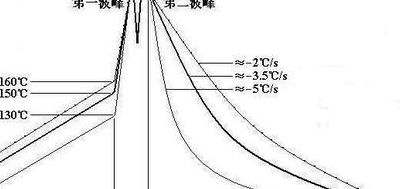
波峰焊的预热温度:一般预热温度为130~150℃,预热时间为1~3min。预热温度控制好好,可防止虚焊、拉和桥接,减小焊料波对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层和变形问题。
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差捌。
